
Tudo sob Controle: A Importância do Teste Pós-soldagem
A vedação da soldagem de materiais termoplásticos é essencial. Satisfazer a necessidade de validação das soldas requer ferramentas apropriadas: como é lógico esperar, essas fazem parte da oferta da Leister.
Autor: Alberto Pecchio, Especialista em Marketing, Leister Itália
A vedação da soldagem de materiais termoplásticos é essencial, especialmente quando se trata da vedação de locais de descarte de resíduos ou obras de engenharia civil, como barragens, reservatórios ou túneis. Para esse tipo de construção, um trabalho só pode ser considerado definitivamente concluído quando também é possível realizar uma verificação precisa da qualidade das soldas de acordo com parâmetros bem definidos. Satisfazer a necessidade de validação das soldas requer ferramentas apropriadas: como é lógico esperar, essas fazem parte da oferta da Leister, uma multinacional suíça líder em soluções para soldagem de plásticos.

A experiência da Leister nesse segmento é uma excelente pré-condição para o design cuidadoso de sistemas adequados para avaliar a qualidade das soldas. Conversamos sobre esses sistemas com Klaid Mastora, especialista técnico da Leister em manutenção de máquinas e controle de qualidade.
Quais tipos de soldas são testados?
Para um trabalho de qualidade, é essencial verificar frequentemente a qualidade das soldas realizadas. Verificações e documentações de soldagem tornam-se a norma ao trabalhar em locais como aterros onde a qualidade deve estar no seu mais alto nível. Erros na fase de impermeabilização poderiam, de fato, colocar o lençol freático em risco, com possíveis consequências negativas para a saúde pública. Dependendo do tipo de trabalho, o cliente pode ser mais ou menos exigente, e o impermeabilizante deve estar preparado para verificar e documentar a qualidade de seu trabalho. Todas as soldas podem ser testadas, tanto aquelas realizadas com máquinas automáticas, como nossa versão GEOSTAR G5 ou G7, versão TWINNY T5 ou T7 ou COMET, quanto aquelas realizadas usando extrusoras. A primeira fase do teste é a realização de uma solda de teste nos materiais que serão posteriormente soldados. É necessário preparar peças de teste, e a ferramenta perfeita para essa operação é o COUPON CUTTER, a máquina de perfuração mecânica assinada pela Leister, que, graças também à alavanca ergonômica longa, permite obter facilmente amostras de soldagem de acordo com as regulamentações DVS (diretrizes sobre processamento de materiais plásticos, nota do editor). Uma vez obtida a amostra, ela pode ser submetida ao teste de resistência à tração.
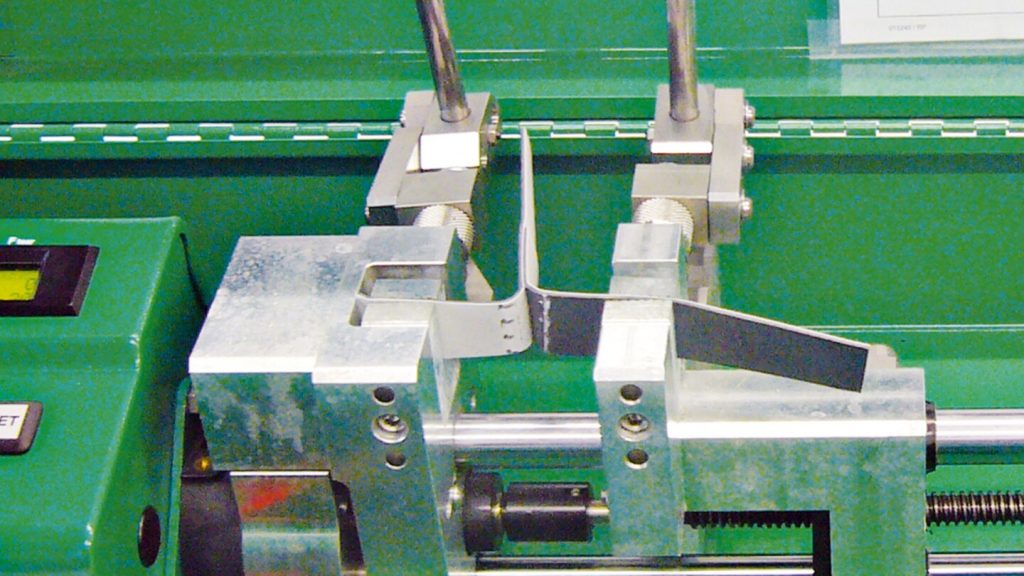
Como é medida a resistência à tração?
É simples, com o EXAMO USB. Esse dispositivo consiste basicamente em uma unidade de controle e medição, mandíbulas de fixação do tubo de teste e um mecanismo de movimento da mandíbula. Deve-se definir uma velocidade de teste, por exemplo, a velocidade com que as mandíbulas se afastam, causando a amostra de teste a ser submetida ao estresse devido à elongação progressiva. No final do teste, do tipo destrutivo, por meio do visor digital, é possível visualizar a carga máxima (F pico) e a carga de ruptura (F ruptura) medidas junto com os valores de elongação correspondentes.
Os valores de força de ruptura devem permanecer dentro de um limite mínimo preciso estabelecido de acordo com os materiais e o uso pretendido da solda. A aparência do que resta da amostra após a ruptura também fornece ao técnico especializado informações úteis sobre a qualidade da solda. Compacto e leve, o Examo é um pequeno laboratório portátil criado para ser facilmente usado no local.
Quais outros métodos podem ser usados para avaliar a qualidade de uma solda?
Testes muito comuns são realizados diretamente no local e são baseados na medição da pressão do ar dentro das membranas soldadas. O exemplo mais típico aproveita a conformação especial das chamadas soldas de dupla trilha, soldas fechadas que criam um canal de teste no qual o ar pode ser injetado.

Um medidor de pressão de ar comprimido e uma AGULHA DE TESTE são usados para testar a vedação da solda. A agulha é inserida na solda onde o ar é soprado até atingir uma certa pressão, medida com o medidor de pressão. Em seguida, a tendência da pressão é monitorada em intervalos específicos; o teste é aprovado se a queda de pressão permanecer dentro de uma faixa considerada aceitável. A agulha com medidor de pressão está disponível em dois modelos diferentes de acordo com a dureza do material a ser testado, e um simples sistema de proteção evita qualquer risco para o operador.
Como localizar com precisão vazamentos nas soldas?
Para esse requisito, a Leister oferece um sistema composto por uma BOMBA DE VÁCUO e campânulas que podem ter formas diferentes (quadrada = CAMPÂNULA DE VÁCUO ou retangular = CAIXA DE VÁCUO). A solda a ser verificada é previamente pulverizada com uma solução de água com sabão. Graças ao vácuo criado pela bomba dentro da campânula, é gerada uma passagem de ar que destaca imediatamente qualquer vazamento. Se o problema não for muito extenso, a área pode ser facilmente reparada – por exemplo, com uma nova solda por extrusão – sem a necessidade de refazer toda a solda.
Os testes realizados com esses métodos são confiáveis?
Absolutamente sim. A verificação preventiva na amostra inicial, realizada com o EXAMO, e os testes subsequentes com a AGULHA DE TESTE e o sistema de vácuo permitem ajustar corretamente os parâmetros para todo o processo de soldagem. Além disso, as máquinas de solda mais modernas da Leister, como a versão GEOSTAR G5 ou G7, versão TWINNY T5 ou T7, estão equipadas com o LQS (Sistema de Qualidade Leister), um sistema equipado com GPS que as torna capazes de registrar constantemente todos os parâmetros de soldagem juntamente com a geolocalização. da máquina.










Deixe um comentário